Литье алюминия
Содержание:
- Введение.
- ВВЕДЕНИЕ
- Характеристика станков для литья
- Выберите регион
- Литье алюминия в домашних условиях
- Оборудование для литья под давлением
- Литье с газом
- ЛГМ-процесс
- Инжекционный метод
- Принципиальная схема установки для литья
- Процесс литья предполагает несколько этапов
- Коробление
- Холодный способ литья
- Виды литья под давлением
- Литье по выплавляемым моделям
- В кокиль
- Характеристики и свойства алюминия
- Литье в землю (литье в песчано-глинистые формы)
- Литейное производство
Введение.
Выбор термопластавтомата (машины для литья пластмасс под давлением) – сложная задача со многими неизвестными
Внимание — машину литья под давлением или термопластавтомат своими руками пытаться смастерить не стоит. Не надо забывать, что ТПА является универсальным оборудованием для получения штучных изделий из пластмасс
Тем не менее наилучших экономических результатов и показателей качества продукции можно добиться только при правильном выборе модификации, типа, размера, и технических характеристик, которыми обладают автоматы. Термопласт или термопластичные полимеры — являются основным видом материалов для получения изделий на ТПА. Прежде чем приступить к процессу покупки термопластавтомата, необходимо тщательным образом изучить изделие (изделия), которые предполагается производить на ТПА. К особенностям изделий можно отнести: материал изделия, конструктивные нюансы изделия (толщину стенок, наличие поднутрений, отверстий, резьбы и т.д.), предполагаемую производительность, требования к качеству. При наличии готовых литьевых форм – отметить особенности этих форм, такие как геометрические размеры, особенности системы выталкивания, наличие/отсутствие гидравлических стержней, пневматики, горячих каналов и пр.

На рынке также представлены производители ТПА стран СНГ, такие как Хмельницкий (Украина), Атлант (Белоруссия, ), Крассмаш (Россия). Продажей термопласт автоматов на российском рынке занимаются как официальные представители фирм-производителей, так и другие компании. Последние в большей степени занимают нишу секонд-хенд (б/у ТПА). Так до сих пор можно найти предложения о покупке и продаже ТПА Куаси (Kuasy) или Формопласт (Formoplast), выпускавшихся соответственно в социалистической ГДР и Польше. Те же компании, как правило, занимаются и ремонтом подержанных ТПА.

Отдельной прослойкой на рынке (к счастью небольшой) является самодельные термопластавтоматы, которые изготовители называют часто нестандартными именами, например мини-ТПА, домашний термопластавтомат, настольный, гаражный ТПА или автомат термопласт. Такое «оборудование» неэффективно, а часто бывает просто опасно при использовании. Мы не ремондуем пытаться изготовить термопластавтомат своими руками.
Основными параметрами, которые оказывают наиболее сильное влияние на конструкцию и технико-экономические характеристики машин и которые необходимы для разработки универсальной и специальной конструкций машины литья под давленим, являются: объем впрыска за цикл (объем отливки),объемная скорость впрыска (время впрыска), давление литья, площадь литья, усилия запирания и раскрытия формы, ход подвижной плиты, максимальное расстояние между плитами, жесткость, быстроходность, пластикационная способность и диапазон температур инжекционного цилиндра.
ВВЕДЕНИЕ
Однако кроме основных параметров, определяющих типоразмер (усилие смыкания форм, объем впрыска и пластикационная производительность), специалисту приходится решать целый ряд других задач, связанных с технологией литья, особенностью конструкции будущего изделия, вопросами экономики и т.д. Причем решения могут оказаться принципиально разными, когда речь идет о приобретении нового оборудования или об использовании свободных мощностей литьевых машин, уже имеющихся на данном производстве. Литьевые машины относятся к самым востребованным видам оборудования для переработки пластмасс. Поэтому естественно, что для производства огромной номенклатуры литьевых изделий машиностроительными фирмами выпускается очень широкая гамма машин различной конструкции и назначения. Это обстоятельство способствовало тому, что для упорядочения этого разнообразия было предложено много классификационных признаков.
Характеристика станков для литья
Для выбора оптимально производственного оборудование следуют ознакомиться со следующими характеристиками ТПА:
- Сила, с которой материальный цилиндр смыкается с формой для литья. Она измеряется в килоньютонах.
- Максимальный объем впрыска. Несмотря на название, это масса, так как измеряется он в граммах. Чем он больше, тем большее количество форм может обслуживать аппарат.
- Давление, которое создает пластикатор при впрыске материала в литьевую форму.
- Максимальный размер используемой пресс-формы.
Приведенные характеристики находятся в зависимости друг от друга, часто производитель указывает лишь силу действия материального цилиндра. Для полного сравнения аппаратов между собой этого, конечно же, недостаточно.
Даже не обладая глубокими познаниями в экономической теории можно указать, что полное время цикла имеет огромное значение. Чем оно меньше, тем большее количество изделий можно изготовить за тот же период времени. Время складывается из четырех составляющих:
- пластикация материала;
- время впрыска;
- время воздействия давления и охлаждения изделия.
Время плавления сырья зависит от его типа и варьируется в нешироких пределах, оно практически не влияет на изменение общего времени цикла. Длительность впрыска и воздействия давлением зависит от общего объема литейной формы и устройства литниковой системы. Наибольший вклад в общую продолжительность производства приходится на время охлаждения. Оно, к сожалению, больше зависит от характеристик формы, чем сложнее деталь, тем дольше она будет отдавать тепло.
Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Челябинская область
- Чувашская Республика
- Ярославская область
Литье алюминия в домашних условиях
Литье алюминия можно осуществлять не только в условиях промышленного производства, но и даже в домашних условиях. Всё что необходимо для этого – подбор формы, подходящей по объёму и создание места для подготовки материала.
Литье осуществляется в несколько этапов:
- подготовка исходного материала – удаление грязи с заготовки, измельчение лома на мелкие детали;
- осуществление непосредственной плавки алюминия;
- наполнение (заливка) формы необходимым объёмом материала.
В чём плавить алюминий? Как уже говорилось ранее, для плавки необходимо достичь температуры, равной приблизительно 650°С. Это возможно только в замкнутом пространстве, так как открытое пламя не позволит добиться такой величины. Поэтому для производства вполне подойдёт самодельная печь.
Сделать её довольно просто:
- взять ёмкость, например, кастрюлю;
- сбоку сделать отверстие, в которое поместить трубу (в данном случае подойдёт труба от пылесоса, который и будет подавать воздух, тем самым поддерживая пламя);
- внутрь самодельной печи ставят форму для плавки, закладывая её углём по периметру;
- после поджигания угля, необходимо постоянно подкачивать воздух, что пламя не погасло; крышка должна быть прикрыта не плотно, оставляя место для выхода дыма.
Оборудование для литья под давлением
Центральным узлом любого оборудования, предназначенного для литья пластика под давлением, является пресс-форма, от качества которой довольно сильно зависит качество готовой продукции. Кроме пресс-форм требуются также средства подготовки и подачи сырья, подогрева и поддержания температуры, подачи расплава в пресс-форму, постепенного охлаждения пресс-формы, заполненной под давлением исходным материалом, а также средства механизации и автоматизации процесса, облегчающие работу, увеличивающие ее производительность и повышающие качество готовой продукции. В зависимости от конкретных условий, указанный комплект может быть полным, включающим в себя все перечисленное и даже более, или неполным, ограничивающимся пресс-формой и минимумом навесного оборудования.
Надо сказать, соответствующее оборудование (машины для литья под давлением) изготавливается в современном мире самое различное, поэтому познакомиться со всем его многообразием нет никакой возможности. Но, как пример, мы можем рассмотреть чуть подробнее саму процедуру литья под давлением. Упрощенно сам принцип этой технологии выглядит примерно так:
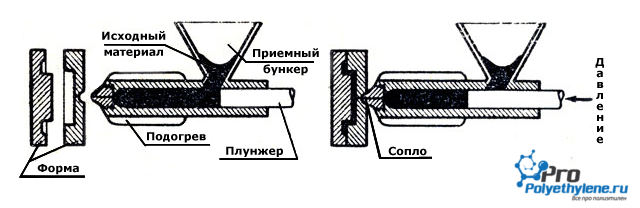
Рисунок: слева – исходный пласт-порошок поступает в цилиндр, справа — процесс прессования.
Порошок полимера (например, полиэтилена) подается через приемный бункер литьевого аппарата в цилиндр, в котором под воздействием подогрева расплавляется. После этого цилиндр примыкает своим соплом к собранной форме, а плунжер от воздействия подаваемого на него давления перемещает расплавленный материал влево (см.рис.), заполняя им полость формы. В итоге объем формы заполняется расплавленным полимером, после чего плунжер убирается в крайнюю правую позицию (см.рис). После этого расплаву дается возможность остыть, тем самым образовав готовое твердое изделие. После достаточного остывания форма разделяется, и из нее вынимается готовое изделие. Далее весь цикл начинается заново.
Таким образом, в данном технологическом процессе можно условно выделить такие фазы:
- дозируется исходный материал и далее отмеренная доза загружается в рабочий цилиндр;
- плавление исходного материала;
- подача (как правило, путем впрыска) расплавленного исходного пластика в сцепленную форму;
- выдерживание пластика в форме под давлением в течение необходимого времени;
- охлаждение достигшего заданной формы изделия во всем объеме;
- разделение формы с удалением из нее уже готового изделия.
Температуру пластикации материала необходимо поддерживать на уровне, превышающем температуру текучести пластика на 10 – 20°С. Если поднять значение температуры еще выше, то уменьшится вязкость расплава, а значит, облегчатся условия формовки изделия, повысится производительность процесса, однако одновременно с этим резко увеличивается и скорость старения пластика, что недопустимо.
Рабочую температуру формы следует держать несколько ниже температуры размягчения пластика, однако слишком заниженное ее значение может стать существенной преградой для нормального заполнения формы во время впрыска расплавленного пластика. Ввиду противоречивости требований выбрать оптимальное значение температуры проще всего экспериментально. Время изготовления готового изделия определяется суммой времен подачи порошка, его плавления, впрыскивания расплавленного материала внутрь полости формы, выдержки заготовки под необходимым давлением, охлаждения.
Выдержка изделия под давлением должна заканчиваться, как только застынет расплав во впускных каналах формы. Требуемая продолжительность времени зависит от свойств конкретного пластика, от температуры расплавленного пластика, от температуры формы, от свойств литниковой системы. Длительность охлаждения зависит от степени нагрева материала и формы, объемом изделия. Именно это время (длительность охлаждения) вносит самый большой вклад в общую длительность цикла.
Наибольшая доля отходов при литье под низким давлением – это пластик, застывший в литниках. Однако все отходы литья, осуществляемого по данной технологии, могут быть использованы повторно.
Примеров подобного оборудования в Интернете можно найти множество в силу распространенности как полиэтилена, так и технологий его получения и применения, например, видео процесса литья под давлением вы можете увидеть ниже.
https://youtube.com/watch?v=iaDOjuoOZxI
Литье с газом
Для литьевого производства очень толстостенных изделий из полимеров практически единственной подходящей технологией является инжекция с газом. Переработка пластиков этим способом производится на стандартных машинах, но с использованием адаптированных прессформ и специального модуля для генерации газового впрыска, подключенного к термопластавтомату. Суть процесса в общем случае сводится к доставке неполной дозы полимерного материала в формообразующую полость с последующим впуском сжатого под давлением 5-20 МПа газа в массу расплава через специальные инжекторы. Газ уплотняет пластик «изнутри» и прижимает его к стенкам формы. Таким образом получается полностью отформованная деталь с пустотами внутри. Впрыск с газом может применяться в частности для компенсации утяжин при большой разнотолщинности изделия
Кроме того, немаловажно, что ЛпД с газом производится при пониженном давлении расплава в форме, что позволяет использовать ТПА с меньшими усилиями смыкания, чем при стандартном процессе
Кроме описанных выше существует множество видов более специальных технологий описанного вида переработки, например, литье при низком давлении, PIM и RIM технологии, технологии «сэндвич» и «моносэндвич», работа на «карусельных» машинах и т.д.
ПластЭксперт рекомендует:
Статья о том
, как выбрать изготовителя прессформы для литья пластмасс?
ЛГМ-процесс
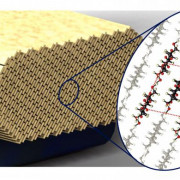
Метод литья по газифицируемым моделям, или ЛГМ, лишен этих недостатков. Он был разработан и запатентован в середине 20 века и с тех пор завоевал популярность во всем мире.
Суть метода заключается в том, что форма для литья уплотняется вокруг газифицируемого макета из легкоплавкого пластика. Чаще всего для ее изготовления используются плотные сорта пенопласта. Газифицируемая модель, вокруг которой утрамбована в опоку форма, не извлекается из нее, а при заливке горячего расплава плавится, переходит в газообразное состояние и испаряется через массу формовочной смеси. Металл занимает освободившееся место, повторяя в мельчайших деталях ее форму и структуру поверхности.
Визуализация технологии литья по газифицируемым моделям
Преимущества метода:
- Пенопласт легче обрабатывается, чем дерево.
- Пенопласт не намокает и не коробится, из него проще создавать газифицируемые макеты сложной формы.
- Не требуется высшая квалификация сотрудников.
- Газифицируемую модель не требуется извлекать, что приводит к упрощению процесса формовки и к многократному уменьшению его трудоемкости.
- Снят риск повреждения формы при извлечении газифицируемого макета, не требуется ее доработка.
Метод пригоден для отливки стали, чугуна, бронз и латуней.
Инжекционный метод
Название ведёт начало от латинского слова inject, что означает впрыснуть. При формовке пластическая масса впрыскивается в литейную форму и там застывает. Во время затвердевания для получения необходимой прочности литой продукции надо обязательно поддерживать определённое сжатие. Для обеспечения этого требования процесс должен проходить быстро, чтобы успели заполниться все уголки полости до начала застывания смеси. Это обязательное условие достижения качественного формования. Таким способом получают детали с различной толщиной стенок и мелким рельефом поверхности.
При изготовлении крупногабаритных отливок с тонкими стенками вязкость расплава может препятствовать его нормальному растеканию с требуемым для обеспечения качества давлением. В этом случае рекомендуется применять подачу смеси в полость одновременно с нескольких точек – через разные литники. Иногда для этого могут быть задействованы несколько инъекционных установок.
Это увеличивает стоимость оборудования и оправдано в крупносерийном и массовом производстве. Например, изготовление пластиковых панелей салона в автомобилестроении.
Составляющие впрыскиваются в пресс-форму из так называемого материального цилиндра (ЛМ), усилие создаётся поршнем. Объём изначально рассчитывается так, чтобы расплав без остатка заполнил полость и литниковую систему.
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.
Процесс литья предполагает несколько этапов
Пресс-форма или литейная форма обычно стальная. Для того чтобы отливки соответствовали заявленным характеристикам и габаритам подбирается специальная оформляющая плоскость, которая придаёт рельеф внешней поверхности изделий и помогает избежать искажений размеров.
В пресс-форме наличествуют специальные подвижные стержни, изготовленные из металла, задача которых создать внутреннюю полость при литье стали под давлением. Также пресс-форма включает и выталкиватели – механизмы удаляющие заготовку из полости. Литейные машины делятся на два типа: с холодными и горячими камерами, в которых происходит прессование. Холодные камеры прессования работают со сплавами из алюминия, меди и магния. Давление в этих камерах может достигать 700 МПа. В горячих камерах прессования используются в основном сплавы с наличием цинка. В эти камеры помещается расплав, который при движении поршня на небольшой скорости загружается в оформляющую плоскость.
Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т.к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл, температуры формы Тф, давления литья Рл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность цикла tц). Коробление зависит от расположения впуска.
Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц), т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл и температуры формы Тф.
Снижению коробления способствует уменьшение давления литья Рл и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел «Ориентация и внутренние напряжения»).
Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
Холодный способ литья
При создании отливок в холодной камере, на первом этапе создания заготовок в литейную машину вручную или автоматически помещается определённое количество сплава. Там он подвергается воздействию пресса и постепенно подаётся по литниковым каналам с помощью поршня в оформляющую полость, которая плотно закрывается.
Остатки жидкого металла не поместившиеся в форму застывают в отдельной камере, и после удаляется за ненадобностью. После того отливка в полости остыла и затвердела, удаляются подвижные стержни, которые создавали внутреннюю полость изделия, и заготовка выталкивается наружу специальными механизмами.
Виды литья под давлением
Инжекционный вид литья под давлением
Нужный объем расплава накапливается в материальном цилиндре, а потом впрыскивается под высоким давлением (около 120-190 МПа) и инжектируется в форму за не большой интервал времени. Инжекционный вид литья — это самый распространенный способ литья под давлением. Он позволяет изготавливать изделия сложной конструкции, с разной толщиной стенок. Особенностью этой технологии литья под давлением является то что объем изделий с литниками не может превышать объем впрыска.
Интрузиотый метод литья под давлением
Интрузиотый метод литья под давлением используется для изготовления толстостенных изделий. Отличительной чертой этого вида литья это то, что сплав при экструзии подается в пресс-форму и полностью заполняет ее с помощью вращения червяка. Когда форма заполняется червяк прекращает движение и осевым движением подпитывает форму, уменьшая усадку постепенно остывающего расплава. Этот метод не позволяет получать сложные и изделия с тонкой стенкой, но при этом объем получаемого изделия может превышать паспортный объем впрыска.
Инжещионно-прессовый литья под давлением
Инжещионно-прессовый метод литья под давлением применяется для изготовления деталей имеющих большую площадь прессования. при этом методе при заполнении формы существенно снижается давление расплава на ее периферии. Это явление при литье под давлением вызывает эффект разнопрочности получаемого изделия. Особенность этой технологии литья под давлением заключаена в том, что давление на расплав находящийся в форме осуществляется совместно с помощью инжекции и прессового механизма узла смыкания, поэтому для токого литья могут применяться формы с перемещение пуансона и после смыкания формы.
Литье с подачей сжатого газа
Технологически процесс литья с подачей сжатого газа под давлением состоит в следующем: расплав полимера инжектируется в форму и заполняет ее на 75-95%. Далее в форму через специальное сопло или ниппель в форму подается под давлением газовая смесь и заполняет конструктивные углубления. В конце операции литья газовая смесь удаляется из пресс формы в приемник, а пластикатор впрыскивает остаток расплава для закрытия формы. Технология литье с подачей сжатого газа позволяет сократить цикл изготовления продукции на 25-35% и уменьшает вероятность появления коробления, утяжены и облоя.
Литье по выплавляемым моделям
— это процесс, в котором для получения отливок применяются разовые точные неразъемные керамические оболочковые формы, получаемые по разовым моделям с использованием жидких формовочных смесей.
Литье по выплавляемым моделям обеспечивает получение сложных по форме отливок массой от нескольких грамм до десятков килограмм, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 2—5-му классам точности (ГОСТ 26645-85), и с высокой точностью размеров по сравнению с другими способами литья.
По выплавляемым моделям отливают лопатки турбин, режущий инструмент (фрезы, сверла), кронштейны, карабины, мелкие детали автомобилей, тракторов.
Габариты: максимальный диаметр, высота, длина, ширина – 300 мм; толщина стенок – от 3 мм.
Масса: от 2 г до 20 кг (при художественном литье масса не ограничена)
Марки выплавляемых металлов:
- стали 25Л, 45Л, 35НГМЛ, 40ХНГМЛ, 7Х3, 30Х13, 95Х18, 20ХМЛ, 25ГСЛ;
- стали со специальными свойствами 75Х28Л, 75Х24ТЛ, 45Х26Н2СЛ, 12Х18Н9ТЛ,40Х24Н12СЛ, 20Х14Н15С4Л, 20Х25Н19С2Л, 35Х25Н35С2Л, быстрорез Р6М5ЦЛ;
- чугуны серые, высококачественные всех марок, АЧС – 2, ИЧХ17НМФЛ, ЧХ25МФТЛ;
- бронзы БрАЖ9 – 4, БрА10Ж3Мц2, БрОЦС –4 –4 –17;
- алюминий АК7ч, АК8л
Применение точного литья целесообразно для изготовления деталей:
- из стали и сплавов, трудно поддающихся или не поддающихся механической обработке (режущий инструмент, нуждающийся только в заточке его режущей кромки на наждачном круге);
- сложной конфигурации, требующей длительной и сложной механической обработки, большого количества приспособлений и специальных режущих инструментов, с неизбежной потерей ценного металла в виде стружки при обработки (турбины лопатки, части механизма швейных машин, охотничьих ружей, счетных машин);
- художественной отливки из черных и цветных сплавов.
В кокиль
При литье в кокиль, или в металлические формы, жидкий металл заливают свободно, то есть под действием гравитационных сил. Саму форму изготавливают разборной из двух частей, установленных на плиту. Для получения полостей и отверстий в предусмотренные канавки, в которые укладываются стержни. Для изготовления металлических форм используются стали и чугуны.

Процесс отлива в кокиль
Для удаления газов во время заливки предусматриваются вентиляционные каналы. Чтобы к внутренним поверхностям кокиля не прилипал расплав их облицовывают или красят огнеупорными составами. Толщина покрытия зависит от разливаемого металла и скорости его охлаждения. Перед покрытием полость формы очищается, а затем нагревается до температур 150 °С — 280 °С.
Особенности получения отливок:
- Из-за высокой теплопроводности сплавы в кокиле быстро остывают, поэтому сплавы с малой жидкотекучестью должны иметь максимальную толщину стенок. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
- Металлическая форма неподатлива, поэтому в отливке отсутствуют дефекты, вызываемые остаточными деформациями, а также предотвращает усадку. Получаемая точность заготовок: стали и чугуны – 7-11 класс, цветные сплавы – 5-9 класс.
- Отсутствие пригара.
- Достигаемая шероховатость поверхности соответствует Rz = 40-10 мкм.
- Кокиль – газонепроницаемая конструкция. Вентиляционные каналы и огнеупорные покрытия не могут полностью отвести газы. В связи с этим газовые раковины – это частое явление.
Плюсы литья в кокиль:
- постоянные характеристики для получаемых отливок;
- возможность использования песчаных стержней;
- высокая производительность;
- малое количество производимых операций;
- чистая поверхность готовых изделий;
- механизация работ;
- невысокая квалификация работников.
Отрицательные стороны:
- значительная стоимость формообразующей оснастки;
- ограниченная стойкость форм;
- быстрое остывание расплава.
В кокиль отливаются практически все металлы, но большинство отливок — это чугуны и литейные стали.
Характеристики и свойства алюминия
Алюминий – один из самых широко используемых металлов, изделия из которого применяются как в производстве, так и в быту. Металлургическая промышленность, строительство, изготовление предметов домашней утвари – в этих и во многих других сферах не обходится без литья алюминия.
Одно из главных свойств, позволяющих работать с этим металлом практически в любых условия – способность плавиться при невысоких температурах.
К прочим свойствам алюминия, способствующих его литью, относятся:
- Пластичность – благодаря данному качеству металл достаточно легко гнётся;
- Масса – алюминий отличается относительной лёгкостью, что также упрощает процесс работы;
- Хорошая теплопроводность – при нагревании до высоких температур, частицы алюминия вступают в реакцию с кислородом. В результате такой реакции на поверхности образуется окисная плёнка, защищающая метал от окисления.
Стоит учитывать некоторые нюансы при обработке алюминиевых материалов. Например, при плавке структура металла способна изменяться. Кроме того, резкое охлаждение может привести к усадке материала.
Литье в землю (литье в песчано-глинистые формы)
Литье в землю является сравнительно простым и экономичным технологическим процессом. Во многих отраслях машиностроения (автомобилестроение, станкостроение, вагоностроение и др.) при массовом производстве отливок чаще всего применяется этот метод.
Его технологические возможности:
- в основном, в качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь (
- форма отливок может быть весьма сложной, но все же ограничена необходимостью извлечения модели из формы.
- размеры отливки теоретически неограниченны. Таким способом получают самые крупные отливки (до сотни тонн). Это станины станков, корпуса турбин и т. д.
- точность получаемых отливок обычно грубее 14 квалитета и определяется специальными нормами точности.
- шероховатость поверхности отливок превышает 0,3 мм, на поверхности часто наличествуют раковины и неметаллические включения. Поэтому сопрягаемые поверхности деталей, заготовки которых получают таким методом, всегда обрабатывают резанием.
Литейное производство
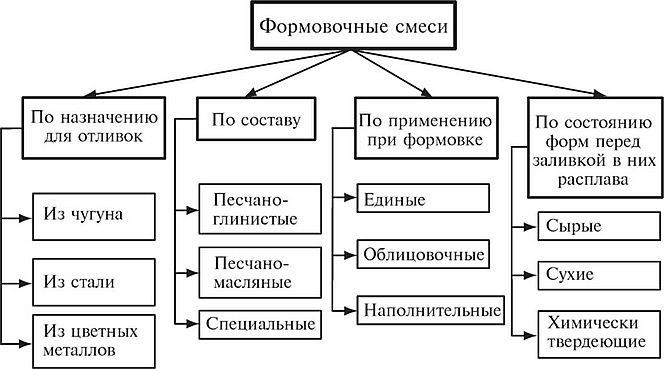
При литейном производстве формовкой изготавливают литейные формы. Процесс может выполняться как ручным, так и машинным способом. Применение ручной формовки характерно для единичного и мелкосерийного производства, машинной, осуществляемой с помощью автоматических линий и другого специального формовочного оборудования, — для серийного, крупносерийного и массового производства.
Машинная формовка обеспечивает более высокое качество и точность отливок. Ручная формовка бывает нескольких видов: в опоках, в почве по литейным моделям (которая, в свою очередь, делится на закрытую и открытую), в литейных стержнях, по скелетным моделям и по шаблону. Из всех указанных видов наиболее распространена почвенная формовка, применяемая в основном для получения тяжёлых отливок крупного размера, но, пусть и реже, и для мелких.
Для осуществления почвенной отливки необходимы разработка грунта в полу цеха и последующее устройство бетонных кессонов и ям, предназначенных для защиты будущей формы от грунтовых вод, на дно которых укладывается так называемая «постель» — слой того или иного газонепроницаемого материала. В случае приготовления мелких отливок в роли такого материала выступает мягкая разрыхлённая смесь из песка и глины, для крупных используются жёсткие постели из кусковых материалов, чаще всего из шлака. Для вывода из постелей газов, которые образуются при заливке формы, устраивается система каналов, которые в случае мягкой постели образованы изогнутой стальной иглой, а в случае жёсткой — стальными трубами. Открытая почвенная формовка предполагает размещение формы полностью в почве, тогда как при закрытой, которая применяется в случае повышенных требований к шероховатости верхней поверхности отливок, используется нижняя почвенная полуформа, которая сверху накрывается другой полуформой, опочной. Точность при почвенной формовке невысока, а трудоёмкость, наоборот, очень велика.
Формовка по шаблону применяется для единичных крупных отливок — шкивов, крышек, чаш и других, имеющих форму тел вращения. Целесообразность этого вида формовки заключается в том, что таким образом можно не использовать сплошную деревянную модель, заменив её плоскими фигурными шаблонами из дерева, гораздо более дешёвыми, и, вращая их относительно оси — шпинделя, получить полость литейной формы. Формовка в опоках предназначена для получения однотипных отливок небольшими партиями. Формовка по скелетной модели является, по сути, вариантом формовки по шаблону, но деревянная модель при ней заменяется фасонным каркасом с полостью и ячейками, заполненными ещё перед началом процесса формовки формовочной смесью. Формовка в стержнях применяется редко — для отливок сложной конфигурации, для которых невозможно или неэкономично применять модели. Стержни, устанавливаемые в сборные металлические жакеты, предназначены для оформления внешних и внутренних очертаний отливки.