Сырая резина
Содержание:
- Добавки для модификации резиновых смесей
- Для чего нужно маркирование на пластике
- Получение резины
- Хранение резиновых изделий
- Резины специального назначения
- Оборудование для процессов изготовления резины
- Производство резинотехнических изделий
- Из какого сырья делают резину?
- Этапы процесса изготовления резиновых изделий
- Вулканизация как завершающий этап производства
- Резина в Энциклопедическом словаре:
- Шины с пометкой HT: что за резина и какие у нее особенности
- СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Покраска жидкой резиной самостоятельно
- Применение резины
- Производство резинотехнических изделий
Добавки для модификации резиновых смесей

В процессе изготовления резиновая смесь может наполняться ускорителями, активаторами, агентами вулканизации, смягчителями и другими компонентами. Поэтому вопрос о том, из чего делают резину, в немалой степени определяется вспомогательными добавками. Например, для сохранения структуры материала используют регенераты. С помощью данного наполнителя резиновый продукт может подвергаться вторичной вулканизации. Немалая часть модификаторов не оказывает влияния на конечные технико-эксплуатационные свойства, но играет существенную роль непосредственно в процессе изготовления. Тот же процесс вулканизации корректируют ускорители и замедлители химических реакций.
Отдельную группу добавок представляют пластификаторы, то есть смягчители. Их используют для понижения температуры при вулканизации и диспергирования других ингредиентов состава. И здесь может возникнуть другой вопрос – насколько добавки и сам каучук влияют на химическую безопасность формируемой смеси? То есть из чего делают резину с точки зрения экологической чистоты? Отчасти это действительно опасные для здоровья смеси, которые включают ту же серу, битумы и дибутилфталаты, стеариновые кислоты и т. д. Но часть ингредиентов представляют натуральные вещества – природные смолы, тот же каучук, растительные масла и восковые компоненты. Другое дело, что в разных смесях соотношение вредной синтетики и натуральных ингредиентов может меняться.
Для чего нужно маркирование на пластике
Маркировка пластика необходима для лучшего понимания того или иного вида материала.
Однако это не значит, что его стоит выбрасывать, не подвергая утилизации и переработке.
Маркировка представлена международным изображением рециклинга (треугольник из трех стрелок по часовой). Такое обозначение означает, что изделие относится к вторсырью и подлежит вторичной переработке.
Внутри символа располагается цифра от 1 до 7. Внизу знака изображена аббревиатура соответствующая цифре. Каждому числу соответствуют свои буквы, их порядок изменяться не может.
Именно по маркировке определяют, для чего лучше подходит ёмкость: для воды, бытовой химии, лакокрасочных веществ и т.д. Зная маркировку можно заметить, идет ли производитель на нарушения, и тем самым обезопасить свое здоровье.

1, PET или PETE
На русском выглядит как ПЭТФ и цифра 1. Буквы означают вещество полиэтилентерефталат.
Относится к наиболее распространенным видам пластика, который применяется в производстве бутылок для пищевых напитков (соков, газировки, воды и других безалкогольных продуктов), моющих средств и т.д.
Особенность pet в том, что эта тара одноразовая. Повторное использование приводит к выделению вредных веществ, отрицательно влияющих на человеческое здоровье (щелочь).
Этот пластик дешев в производстве. Легко утилизируется.

2, HDPE (PE HD)
Данный полиэтилен отличается хорошей переносимостью высокой температуры и прочностью. Бутылки для шампуней, пакеты, тара для отбеливающих жидкостей, детские игрушки, прочные ёмкости для пищевых продуктов — изделия, изготовленные из высокоплотного полиэтилена.
Подлежит утилизации в виде переработки и имеет низкую стоимость. По сути, область применения аналогична с 1 ПЕТФ, но данный материал крепче.
Бутылки способны выделять формальдегид, который оказывает влияние на ЦНС, репродуктивную и дыхательную функции организма.
3, PVC (V)
Один из тех пластиков, которые вредно использовать для пищевых изделий. Звучит как поливинилхлорид. Отечественный производитель маркирует изделия как ПВХ с числом 3.
- Идеально подходит для строительных нужд (трубы, пластиковые окна, тара для технических жидкостей и др.).
- Блокирует солнечные лучи, хорошо держит нагрев.
- Выделяет критическое количество токсинов. При поджоге выделяются канцерогены.
- Переработать в РФ невозможно. После утилизации вещество не соответствует первичному сырью.

4, LDPE
Стандартный и безопасный полиэтилен. Пластик низкой плотности и высокого давления (ПВД).
- Условно пищевой пластик. Из него делают пакеты для мусора, линолеум, пищевую пленку.
- Отличная гибкость, возможность повторного применения.
- Применяется как вторичное сырье.
- Уступает лишь 2 и 5 группе по безвредности.
5, PP
Безопасный полипропилен (ПП). Имеет достаточную твердость и устойчивость к температурным воздействиям.
Из него выполнены емкости для детского питания, контейнеры для еды, трубочки для сока, тара для йогурта и т.д.
- Считается самым безопасным материалом для продуктов.
- Легко перерабатывается, доступен для повторного использования.
- PP тара не оказывает негативного влияния на организм.
- При нагреве пластик не начинает плавиться.

6, PS
По ГОСТУ этот пластик называется полистирол. ПС безвреден до тех пор, пока не подвергается сильному нагреву, при котором вырабатывает канцерогены. Игрушки, изоляторы, технические и бытовые предметы. Имеет небольшой вес и достаточную твердость. Идеально подходит для холодного применения.
Часть контейнеров для еды изготавливается из него. При переработке ПС происходит выделение стирола — вредного вещества.

7, Other или О
В данную маркировку попадают все остальные виды пластика. Их применение не столь масштабно как у вышеперечисленных материалов. Сюда входят как безопасные пластики, так и вредные. Чаще к 7 группе относится поликарбонат.
При обнаружении данной маркировки покупать продукт с ней не рекомендуется. Дело в том, что некоторые полимеры могут содержать бисфенол А — опасное для людей вещество. Из материалов этой группы изготавливаются корпусы для мобильных устройств и другой техники.
Получение резины
Резину получают главным образом вулканизацией композиций (резиновых смесей), основу которых (обычно 20-60% по массе) составляют каучуки. Другие компоненты резиновых смесей – вулканизующие агенты, ускорители и активаторы вулканизации (см. Вулканизация), наполнители, противо-старители, пластификаторы (мягчители). В состав смесей могут также входить регенерат (пластичный продукт регенерации резины, способный к повторной вулканизации), замедлители подвулканизации, модификаторы, красители, порообразователи, антипирены, душистые вещества и другие ингредиенты, общее число которых может достигать 20 и более. Выбор каучука и состава резиновой смеси определяется назначением, условиями эксплуатации и техническими требованиями к изделию, технологией производства, экономическими и другими соображениями (см. Каучук натуральный, Каучуки синтетические).
Технология производства изделий из резины включает смешение каучука с ингредиентами в смесителях или на вальцах, изготовление полуфабрикатов (шприцеванных профилей, каландрованных листов, прорезиненных тканей, корда и т.п.), резку и раскрой полуфабрикатов, сборку заготовок изделия сложной конструкции или конфигурации с применением специального сборочного оборудования и вулканизацию изделий в аппаратах периодического (прессы, котлы, автоклавы, форматоры-вулканизаторы и др.) или непрерывного действия (тоннельные, барабанные и др. вулканизаторы). При этом используется высокая пластичность резиновых смесей, благодаря которой им придается форма будущего изделия, закрепляемая в результате вулканизации. Широко применяют формование в вулканизационном прессе и литье под давлением, при которых формование и вулканизацию изделий совмещают в одной операции. Перспективны использование порошкообразных каучуков и композиций и получение литьевых резин методами жидкого формования из композиций на основе жидких каучуков. При вулканизации смесей, содержащих 30-50% по массе S в расчете на каучук, получают эбониты.
Хранение резиновых изделий
- Медицинские изделия
Жгуты, зонды хранятся в подвешенном состоянии на съемных вешалках, расположенных под крышкой шкафа.
Резиновые грелки, накладные круги, пузыри для льда хранят слегка надутыми.
Съёмные резиновые части приборов необходимо хранить отдельно.
Эластичные катетеры, перчатки, бужи, резиновые бинты, напальчники хранят в плотно закрытых коробках, пересыпав молотым тальком. Резиновые бинты пересыпают тальком по всей поверхности и хранят в скатанном виде.
Шкафы для резиновых изделий должны иметь плотно закрывающиеся дверцы, гладкую внутреннюю поверхность.
Отдельно хранят прорезиненную ткань в рулонах, горизонтально подвешенную на стойках. Можно хранить её на полках, уложенной не более чем в 5 рядов. Эластичные лаковые бужи, катетеры, зонды хранят в сухом месте. Изделия бракуются, если появляется их клейкость и размягчение.
При потере эластичности резиновых перчаток их помещают в теплый 5%-ный раствор аммиака на 15 мин, затем разминают и помещают на 15 минут в 5%-ном водно-глицериновом растворе с температурой 40—50 °С.
Резины специального назначения
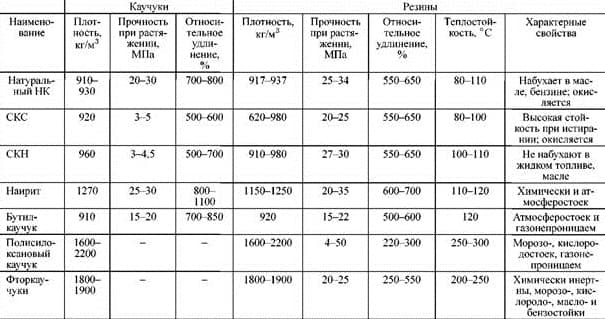
Специальные резины подразделяют на несколько видов: маслобензостойкие, теплостойкие, светоозоностойкие, износостойкие, электротехнические, стойкие к гидравлическим жидкостям.
Маслобензостойкие резины получают на основе каучуков хлоропренового (наирит), СКН и тиокола.Наирит является отечественным хлоропреновым каучуком. Хлоропрену соответствует формула СН2==ССI—СН=СН2.
Вулканизация может проводиться термообработкой даже без серы, так как под действием температуры каучук переходит в термостабильное состояние.
Резины на основе наирита обладают высокой эластичностью, вибростойкостью, озоностойкостью, устойчивы к действию топлива и масел, хорошо сопротивляются тепловому старению. (Окисление каучука замедляется экранирующим действием хлора на двойные связи.)
По температуроустойчивости и морозостойкости (от —35 до —40 °С) они уступают как НК, так и другим СК.
Электроизоляционные свойства резины на основе полярного наирита ниже, чем у резины на основе неполярных каучуков.
(За рубежом полихлоропреновый каучук выпускается под названием неопрен,
пербунан-С и др.).
СКН — бутадиеннитрильный каучук — продукт совместной полимеризации бутадиена с нитрилом акриловой кислоты —СН2—СН =СН—СН2—СН2—СНСN—
Резины на основе СКН обладают высокой прочностью ((в = 35 МПа), хорошо сопротивляются истиранию, но по
эластичности уступают резинам на основе НК, превосходят их по стойкости к старению и действию разбавленных кислот и щелочей. Резины могут работать в среде бензина, топлива, масел в интервале температур от -30 до 130 °С.
Резины на основе СКН применяют для производства ремней, конвейерных лент, рукавов, маслобензостойких резиновых деталей (уплотнительные прокладки,манжеты и т. п.).Тиоколы – торговое название полисульфидных каучуков.
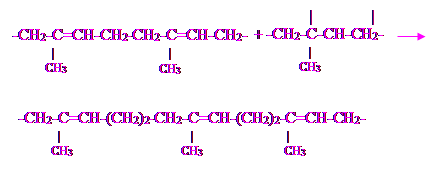
Из смеси каучука с серой, наполнителями и другими веществами формуют нужные изделия и подвергают их нагреванию. При этих условиях атомы серы присоединяются к двойным связям макромолекул каучука и «сшивают» их, образуя дисульфидные «мостики». В результате образуется гигантская молекула, имеющая три измерения в пространстве — как бы длину, ширину и толщину. Полимер приобретает пространственную структуру. Если к каучуку добавить больше серы, чем нужно для образования резины, то при вулканизации линейные молекулы окажутся «сшитыми» в очень многих местах, и материал утратит эластичность, станет твёрдым — получится эбонит. До появления современных пластмасс эбонит считался одним из лучших изоляторов.
Полисульфидный каучук, или тиокол, образуется при взаимодействии галоидопроизводных углеводородов с многосернистыми соединениями щелочных металлов:
…—СН2—СН2—S2—S2— …
Тиокол вулканизуется перекисями. Присутствие в основной цепи макромолекулы серы придает каучуку полярность, вследствие чего он становится устойчивым к топливу и маслам, к действию кислорода, озона, солнечного света. Сера также сообщает тиоколу высокую газонепроницаемость (выше, чем у НК), поэтому тиокол — хороший герметизирующий материал.
Механические свойства резины на основе тиокола невысокие.
Эластичность резин сохраняется при температуре от —40 до —60 °С.
Теплостойкость не превышает 60—70 °С. Тиоколы новых марок работают при температуре до 130 °С.Акрилатные каучуки — сополимеры эфиров акриловой (или метакриловой)кислоты с акрилонитрилом и другими полярными мономерами — можно отнести к маслобензостойким каучукам.
Каучуки выпускают марок БАК-12, БАКХ-7, ЭАХ.
Для получения высокопрочных резин вводят усиливающие наполнители.
Достоинством акрилатных резин является стойкость к действию серосодержащих масел при высоких температурах; их широко применяют в автомобилестроении.Они стойки к действию кислорода, достаточно теплостойки, обладают адгезией к полимерам и металлам.
Недостатками БАК являются малая эластичность,низкая морозостойкость, невысокая стойкость к воздействию ; горячей воды и
пара.
Износостойкие резины получают на основе полиуретановых каучуков СКУ.
Полиуретановые каучуки обладают высокой прочностью, эластичностью, сопротивлением истиранию, маслобензостойкостью. В структуре каучука нет ненасыщенных связей, поэтому он стоек к кислороду и озону, его газонепроницаемость в 10—20 раз выше, чем газопроницаемость НК.
Рабочие температуры резин на его основе составляют от —30 до 130°С.
Уретановые резины стойки к воздействию радиации. Зарубежные названия уретановых каучуков — , вулколлан, адипрен, джентан, урепан.
Резины на основе СКУ применяют для автомобильных шин, конвейерных лент, обкладки труб
и желобов для транспортирования абразивных материалов, обуви и др.
Оборудование для процессов изготовления резины

Полный производственный цикл осуществляет целая группа машин и агрегатов, выполняющих разные задачи. Один лишь процесс вулканизации обслуживают котлы, прессы, автоклавы, форматоры и другие устройства, обеспечивающие промежуточные операции. Отдельный установки применяют для пластификации – типовая машина такого типа состоит из шипованного ротора и цилиндра. Вращение роторной части производится посредством ручного привода. Не обходится производство резины без варочных камер и каландровых агрегатов, которые осуществляют раскатку каучуковых смесей и термическое воздействие.
Производство резинотехнических изделий
Прорезиненные ткани изготавливают из льняной, хлопчатобумажной или синтетической ткани пропиткой резиновым клеем (специальная резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе. После испарения растворителя получается прорезиненная ткань.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резиновой смеси вырезают полосы и накладывают их на металлический дорн, наружный диаметр которого равен внутреннему диаметру изготавливаемого рукава. Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Из какого сырья делают резину?

Большая часть резиновых материалов получается в результате промышленной обработки синтетических и натуральных каучуковых смесей. Достигается эта обработка посредством сшивки каучуковых молекул химическими связями. Последнее время используется порошкообразное сырье для производства резины, характеристики которого специально рассчитаны на образование литьевых форм. Это готовые композиции на базе жидкого каучука, из которых в том числе выпускают эбонитовые изделия. Сам процесс вулканизации не обходится без специальных активаторов или агентов – это химические вещества, способствующие сохранению оптимальных рабочих качеств смеси. Обычно для данной задачи используют серу. Это компоненты, составляющие основу набора, требуемого для изготовления резины. Но, в зависимости от требуемых эксплуатационных качеств и назначения продукта, технологи вводят производственные этапы, на которых структура изделия обогащается и модифицирующими элементами.
Этапы процесса изготовления резиновых изделий

Промышленное изготовление резины начинается с процесса пластификации сырья, то есть каучука. На этом этапе обретается главное качество будущей резины – пластичность. Посредством механической и термической обработки каучук смягчается до определенной степени. Из полученной основы в дальнейшем будет осуществлено производство резины, но перед этим пластифицированная смесь подвергается модификации рассмотренными выше добавками. На этой стадии формируется резиновый состав, в который добавляют серу и другие активные компоненты для улучшения характеристик состава.
Важным этапом перед вулканизацией является и каландрование. По сути, это формование сырой каучуковой смеси, прошедшей обогащение добавками. Выбор способа каландрирования определяет конкретная технология. Производство резины на этом этапе может предполагать также и выполнение экструзии. Если обычное каландрование ставит целью создание простых резиновых форм, то экструзия позволяет выполнять сложные изделия в виде шлангов, кольцевых уплотнителей, протекторов для автомобильных шин и т. д.
Вулканизация как завершающий этап производства

В процессе вулканизации заготовка проходит финальную обработку, благодаря которой изделие получает достаточные для эксплуатации характеристики. Сущность операции заключается в воздействии давления и высокой температуры на модифицированную каучуковую смесь, заключенную в металлическую форму. Сами формы устанавливаются в специальной автоклаве, подключенной к паровому нагревателю. В некоторых сферах производство резины может предусматривать и заливку горячей воды, которая стимулирует процесс распределения давления через текучую среду. Современные предприятия также стремятся к автоматизации этого этапа. Появляются все новые пресс-формы, которые взаимодействуют с подающими пар и воду форсунками на основе компьютерных программ.
Резина в Энциклопедическом словаре:
Резина — (Rezina), город (с 1940) в Молдавии, на р. Днестр, в 6 км отж.-д. ст. Рыбница. 15,2 тыс. жителей (1991). Пищевая промышленность,производство стройматериалов. Известен с 15 в.
(от лат. resina — смола) (вулканизат) — эластичный материал,образующийся в результате вулканизации каучука. На практике получают изрезиновой смеси, содержащей, помимо каучука и вулканизующих агентов,наполнители, пластификаторы, стабилизаторы, порообразователи (см. Резинапористая) и другие компоненты. Основная масса резины используется впроизводстве шин (св. 50%) и резинотехнических изделий (ок. 22%). См.также Каучуки синтетические, Каучук натуральный.
Шины с пометкой HT: что за резина и какие у нее особенности
Покрышки с обозначением HT — это сокращение от highway terrain. Такой тип шин предназначен для установки на внедорожниках, которые регулярно передвигаются по шоссе. Обычно по шоссе передвигаются на скоростных седанах, однако, производителям покрышек приходится учитывать пожелания автомобилистов при создании своих товаров. Поскольку на рынке появилось больше внедорожников, способных несмотря на массу быстро ездить, то им понадобился особый тип авторезины.Так и была изобретена HT.
Так как модель рассчитана на движение исключительно по асфальтированным дорожным покрытиям, рисунок протектора сильно напоминает варианты для легковушек. Есть только некоторые отличия, которых не встретишь в авторезине для седанов. Профиль у HT заметно выше, а боковины намного жестче.
Обычно протектор состоит из 4—5 тонких ребер с плотным прилеганием блоков, широкими центральными канавками для водоотвода и снижения аквапланирования, а также большим числом поперечных бороздок. Иногда на HT можно пройти легкое бездорожье, но не более того. Даже если производитель говорит о том, что при аккуратном стиле вождения даже по бездорожью шина ведет себя идеально, то это не всегда правда. Невысокий протектор, недостаточно выпуклые блоки не позволят пройти участок с грязью, серьезными камнями и прочими неприятностями. Если эксплуатировать HT не по назначению, то рисунок протектора быстро истирается и придется покупать новую резину уже через сезон. Не говоря уже о сниженной безопасности и комфорте.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
- Ю. М. Лахтин “Материаловедение”, 1990, Москва, «Машиностроение”
- Н. В. Белозеров “Технология резины”, 1979, Москва, “Химия”
- Ф. А. Гарифуллин, Ф. Ф. Ибляминов “Конструкционные резины и методы определения их механических свойств”, Казань, 2000
- Руздитис Г. Е., Фельдман Ф. Г. Химия-11: Органич. химия. Основы общей химии: (Обобщение и углубление знаний): Учеб. для 11 кл. сред. шк. — М.: Просвещение, 1992. — 160 с.: ил. — ISBN 5-09-004171-7.
- Глинка Н. Л. Общая химия: Учебное пособие для вузов. — 23-е изд., стереотипное. / Под ред. В. А. Рабиновича. — Л.: Химия, 1984. — 704 с.ил.
- Большой Энциклопедический словарь. — М.: Большая российская энциклопедия,1998.
Покраска жидкой резиной самостоятельно
Можно выполнить окрашивание автомобиля своими усилиями. Работы проходят в два этапа: подготовка и сам процесс.
Подготовительные мероприятия
Покраска жидкой резиной требует особых условий:
Помещение. Обязательно исключить источники огня. Пол можно чем-нибудь застелить
Важное условие — помещение должно быть чистым. Накануне стоит провести влажную уборку.
Спецодежда и средства защиты
Краска оставляет следы на коже, поэтому нужна спецодежда. Она должна быть из плотного материала и закрывать все участки тела. Обязательно надеть респиратор. На руки — перчатки, на глаза — широкие очки. Все люди в помещении должны быть в спецодежде.
Оборудование и материалы. Для полной покраски понадобятся краскопульт, обезжириватель, краска в канистре и растворитель (чтобы краска не была слишком густой). Для отдельных деталей оптимальна жидкая резина для авто в баллончике.
Принципиальное значение имеет подготовка кузова:
- Устранить дефекты. Поверхность машины должна быть ровной и гладкой. Краска на резиновой основе сделает заметнее любые неровности. Поэтому от них нужно заранее избавиться. Например, с помощью грунтовки.
- Снять лишние детали. Демонтируют все, что не будет окрашиваться. Включая фары, номера, стекла, молдинги, ручки и т. д. При желании их можно будет окрасить отдельно. Если деталь сложно снять, можно просто оклеить ее пленкой, но тщательно. Если колеса тоже будут краситься, можно обмотать малярным скотчем тормозные барабаны.Если колеса красить не планируется, лучше защитить их пленкой (особенно диски и края шин) или вообще снять.
- Помыть и высушить. Автомобиль тщательно очищают специальными шампунями и другими средствами. В противном случае прорезиненная поверхность будет неравномерной и со временем начнет отслаиваться.
- Обезжирить. Обязательное условие, без которого краска плохо сцепится с поверхностью. Можно использовать простой растворитель.

Нанесение жидкой резины на кузов автомобиля
Сперва готовят состав. Обычно готовая краска оказывается слишком густой. Поэтому ее разбавляют растворителем. Последний часто идет в комплекте. Готовить раствор несложно: оба компонента берут в равных долях и перемешивают до однородности. На упаковке есть инструкция.
После подготавливают краскопульт. Готовую смесь заливают в краскопульт лишь до половины. Желательно, чтобы модель краскопульта была оснащена фильтром, тогда краска будет ложиться ровнее.
Покрытие кузова автомобиля жидкой резиной происходит так:
Окрашивание начинают с крупных деталей: крыша, дверцы, капот. Затем — труднодоступные участки.
Краску наносят слоями. Оптимальный вариант — 10 слоев. Можно и меньше, но тогда результат будет менее качественным.
Начальный слой делают тонким — для лучшего сцепления состава и лакокрасочного покрытия автомобиля.
Краску наносят медленно и размеренно, не спеша
Важно следить, чтобы каждый слой был ровным — без стыков и наплывов. Исправить дефекты нанесения будет сложно.
Каждый слой просушивают в течение 20 минут и лишь затем наносят следующий.
Краскопульт держат на дистанции 15 см.
После окрашивания
Как только был нанесен последний слой жидкой резины, машину оставляют сушиться на 24 часа в закрытом помещении. Температура воздуха большой роли не играет. Главное — чтобы не было жарко. Подходящий вариант — 18-20 градусов и никаких сквозняков.
Защитную пленку и скотч убирают только после окончательного высыхания машины. Делают это аккуратно, используя нож в зоне стыков.
Три дня после покраски жидкой резиной на машину не допускают попадания воды. Использовать автомойки с жесткими щетками можно лишь спустя месяц.
Применение резины
Резины широко используют в технике, сельском хозяйстве, быту, медицине, строительстве, спорте. Ассортимент резиновых изделий насчитывает более 60 тыс. наименований. Среди них: шины, транспортные ленты, приводные ремни, рукава, амортизаторы, уплотнители, сальники, манжеты, кольца и др., кабельные изделия, обувь, ковры, трубки, покрытия и облицовочные материалы, прорезиненные ткани, герметики и др. Более половины объема вырабатываемой резины используется в производстве шин.
Мировое производство резиновых изделий более 20 млн. т/год (1987).
Лит.: Справочник резинщика. Материалы резинового производства, М., 1971; Кузьминский А.С., Кавун С.М., Кирпичев В.П., Физико-химические основы получения, переработки и применения эластомеров, М., 1976; Энциклопедия полимеров, т. 3, М., 1977, с. 313-25; Кошелев Ф.Ф., Корнев А.Е., Буканов А.М., Общая технология резины, 4 изд., М., 1978; Догадкин Б.А., Донцов А.А., Шершнев В.А., Химия эластомеров, 2 изд., М., 1981; Федюкин Д.Л., Махлис Ф.А., Технические и технологические свойства резин, М., 1985; Применение резиновых технических изделий в народном хозяйстве. Справочное пособие, М., 1986; Зуев Ю.С., Дегтева Т.Г., Стойкость эластомеров в эксплуатационных условиях, М., 1986; Лепетов В.А., Юрцев Л.Н., Расчеты и конструирование резиновых изделий, 3 изд., Л., 1987.
Ф.Е. Куперман.
Производство резинотехнических изделий
Запрос «» перенаправляется сюда. На эту тему нужно создать отдельную статью.
Прорезиненные ткани изготавливают из льняной, хлопчатобумажной или синтетической ткани пропиткой резиновым клеем (специальная резиновая смесь, растворённая в бензине, бензоле или другом подходящем легколетучем органическом растворителе.) После испарения растворителя получается прорезиненная ткань.
Для получения резиновых трубок и уплотнителей с различными профилями сырую резину пропускают через шприц-машину (экструдер), в которых разогретая (до 100—110°) смесь продавливается через профилирующую головку. В результате получают профиль или трубу, которые затем вулканизируют либо в вулканизационном автоклаве при повышенном давлении либо в вулканизационной «трубе» при нормальном давлении в среде циркулирующего горячего воздуха, либо в расплаве солей.
Изготовление дюритовых рукавов — резиновых шлангов, армированных волокнистой или проволочной оплёткой происходит следующим образом: из каландрованной резиновой смеси вырезают полосы и накладывают их на металлический дорн, наружный диаметр которого равен внутреннему диаметру изготавливаемого рукава. Края полос смазывают резиновым клеем и прикатывают роликом, затем накладывают один или несколько парных слоев ткани либо оплетают металлической проволокой и промазывают их резиновым клеем, а сверху накладывают ещё слой резины. Далее собранную заготовку бинтуют увлажнённым бинтом и вулканизируют в автоклаве.
Производство автомобильных покрышек
Основная статья: Автомобильная шина
Автомобильные камеры изготовляют из резиновых труб, шприцованных или склеенных вдоль камеры. Существует два способа изготовления камер: формовой и дорновый. Дорновые камеры вулканизируют на металлических или изогнутых дорнах. Эти камеры имеют один или два поперечных стыка. После стыкования камеры в месте стыка подвергают вулканизации.
При формовом способе камеры вулканизируют в индивидуальных вулканизаторах, снабженных автоматическим регулятором температуры. После изготовления во избежание склеивания стенок, внутрь камеры вводят молотый тальк.
Автомобильные покрышки собирают на специальных станках из нескольких слоев особой ткани (корд), покрытой резиновым слоем. Тканевый каркас, то есть скелет шины, тщательно прикатывают, а кромки слоев ткани заворачивают. Снаружи каркас покрывают двумя слоями металлокордного брекера, затем в беговой части покрывают толстым слоем резины, называемым протектором, а на боковины накладывают более тонкий слой резины. Собранную таким образом шину (сырую шину) подвергают вулканизации. Перед вулканизацией на внутреннюю часть сырой шины наносят антиадгезионную специальную разделительную смазку (окрашивают) для исключения прилипания к раздувающей диафрагме и лучшего скольжения диафрагмы во внутренней полости шины при формовании.