Экструзия дисков позвоночника
Содержание:
- Три стадии формирования грыжевого выпячивания
- Использование
- Особенности производства
- Устройство экструдера
- Как распознать болезнь
- Устройство и принцип работы экструдера, что это такое
- Особенности проведения экструзии
- Анатомия позвоночника
- Из истории экструзии
- Экструзия пленки
- Экструзия пленок способом полива в ванну с водой
- Применение технологии экструзии
- Зоны технологического процесса экструзии
- Для наглядности все это представлено в таблице
- Виды экструдеров
- Заключение
Три стадии формирования грыжевого выпячивания
- Начальные дегенеративные процессы в межпозвонковом диске. Причиной их появления становятся изменения, происходящие в результате нарушения местного кровообращения и влияния прочих негативных факторов, таких как возникновение остеохондроза. В результате происходит дефицит питательных веществ и жидкости, что и приводит к образованию дефектов на диске в виде мелких трещин.
- Протрузия – формирование выпячивания диска, размер которого обычно составляет 1-5мм. Для данного недуга характерно выбухание проблемного участка межпозвонкового диска за пределы позвонка с сохранением целостности фиброзного кольца. Наиболее вероятной причиной возникновения протрузии является остеохондроз, но возможны и другие факторы провоцирующие появление данного дефекта.
- Экструзия – выпячивание с нарушение целостности фиброзного кольца и выпадением пульпозного ядра, которое сдерживает лишь продольная связка позвоночника. Наличие боли при патологии этого типа возможно лишь в случае сдавливания нервного корешка, но происходит это не часто. Наиболее опасна экструзия диска L5-S1 (пояснично-крестцовый отдел), такое расположение заболевания может привести к сдавливанию седалищного нерва.
Использование
 Экструдеры применяются для изготовления кормов для животных. Применение данной технологии позволяет значительно снизить затраты на откорм животных. Кроме того, при переводе животных на питание экструдированными кормами снижается падеж молодняка.
Экструдеры применяются для изготовления кормов для животных. Применение данной технологии позволяет значительно снизить затраты на откорм животных. Кроме того, при переводе животных на питание экструдированными кормами снижается падеж молодняка.
Корма, изготовленные при помощи экструдеров, обладают способностью предотвращать желудочно-кишечные заболевания у животных и значительно улучшать пищеварительный процесс!
Применяются экструдеры и в пищевой промышленности. С их помощью изготавливаются сухие завтраки, кукурузные палочки, чипсы, сухарики, детское питание, диетические хлебцы.
Двухшнековые экструдеры применяются и при изготовлении полимеров: пленки для пакетов, полистирола и полипропилена.
Однако наиболее распространено использование экструдера для улучшения кормовых качеств зерновых культур. В качестве материала для изготовления кормов можно использовать любые злаковые культуры, сою, бобовые.
После переработки вкусовые качества зерновых значительно улучшаются, благодаря выделению масел. Корм приобретает приятный аромат и хлебный вкус. При этом животные быстрее наедаются.
Отдельные модели экструдеров позволяют перерабатывать отходы мясного и рыбного производства. Также применяют экструдеры для обработки маслосодержащих продуктов перед отжимом. Этот процесс облегчает отжим и увеличивает конечный объем получаемых масел.
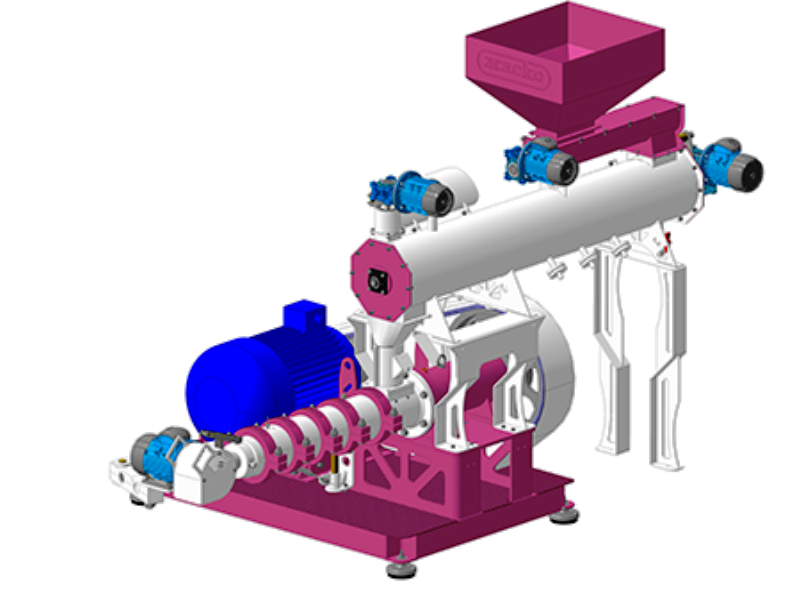
Экструдер Е-500

Аппарат предназначен для изготовления кормов для животных, очистки зерновых от вредных микроорганизмов. Также применяется для подготовки сои, рапса, подсолнечника к отжиму масла.
С помощью аппарата можно обрабатывать пшеницу, рожь, кукурузу, ячмень, горох, амарант, люпин, сою и подсолнечник. В воронке экструдера установлен магнитный улавливатель металлических частиц, что позволяет избежать попадания ненужных примесей в аппарат и, в последствии, в корм.
Производительность при переработке сои достигает 500 кг. в час, при переработке зерновых до 300 кг. в час. При этом потребляемая мощность составляет 55 кВт/час.
Размеры экструдера:
- Длина — 230 см;
- Ширина — 210 см;
- Высота — 170 см;
- Вес — 1400 кг.
Отличительной особенностью данной модели является наличие узла увлажнения в рабочей зоне. Это гарантирует мягкий и равномерный процесс обработки зерновых, а также обеспечивает снижение износа рабочих деталей.
Экструдер ES-1250

Мощный агрегат для использования в крупных и средних хозяйствах. Производительность данной модели доходит до 1250 кг/час. При этом экструдер способен работать круглосуточно. Оснащен боковой подачей сырья из бункера непосредственно в рабочую зону. Это позволяет исключить проблемы в работе, которые присутствуют при переработке влажного зерна или сложных смесей в экструдерах с верхней подачей.
Кроме стандартных материалов для экструдирования (пшеница, овес, просо, ячмень), данная модель подходит для переработки биоотходов, мясокостного фарша, муки и других отходов. Аппарат снабжен двумя гидроцилиндрами при помощи которых происходит автоматический съем корпусов при разборке рабочей части экструдера или замене шнеков. Это значительно упрощает длительный и трудоемкий процесс обслуживания и ремонта, особенно в аварийных ситуациях.
Вес экструдера составляет 2130 кг, а потребляемая мощность 110 кВт.
Данная модель позволяет регулировать зазоры внутри рабочей части экструдера, благодаря чему становится возможным проводить точные настройки аппарата под каждое сырье.
Экструдер ПЭ-900 УШК
Снабжен системой кондиционирования и парообработки зерна. Данная технология позволяет придавать обрабатываемому материалу мягкость и эластичность, что значительно сокращает энергозатраты на переработку. Кроме того, это помогает увеличить срок службы основных узлов экструдера.
Применяется для обработки пшеницы, сои, ячменя, кукурузы, и гороха. Производительность от 1300 до 1800 кг/час. Потребляемая мощность от 97 кВт/час. Расход пара приблизительно 100 кг/час при давлении 0,4-0,6 Мпа. Размеры 280*256*255 см. При этом вес агрегата 2500 кг.
Экструдер данной модели отличается высокой производительностью и может применяться для подготовки сои и подсолнечника к отжиму масла.
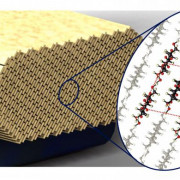
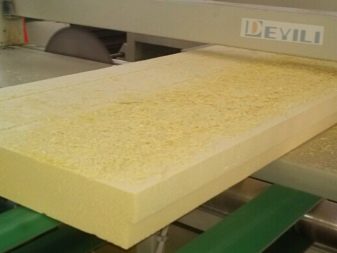
Особенности производства
Обратив внимание на название этого популярного материала, можно сделать вывод, что он представляет собой одну из форм более глубокой переработки вспененного полимерного сырья, которое получается благодаря конденсации стирола под действием катализаторов в условиях органических растворителей
Эксплуатационные характеристики, а также преимущества и недостатки этого материалы обусловлены процессом и его производства.
- Сначала берется исходное сырье, представленное мелкими частичками, помещенными в реактор. Там в условиях высоких температур и давления эти компоненты насыщаются специальным газообразным составляющим.
- После сброса давления масса начинает стремительно расширяться, как пена. Одновременно с этим она постепенно охлаждается и обретает все необходимые твердому телу свойства.
- Горячую и тягучую массу пропускают через экструдеры. Благодаря этим действиям, полистирол становится более плотным и похожим на многослойный пластик.
В результате этих этапов работ получается особый экструдированный материал. В его непосредственной структуре полистирол занимает всего 1–2%. В качестве остальных составляющих выступает воздух, очищенный от водяных паров, для которого характерная минимальная теплопроводность.

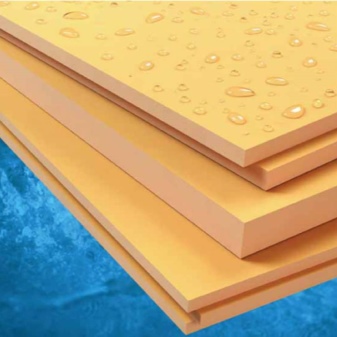
К главной особенности экструдированного полистирола (ЭППС) можно отнести его нулевое пропускание влаги и газов. Этот современный и высокотехнологичный материал не пропускает через свою структуру водяной пар, как, например, всем известная минеральная вата. Со временем полистирол не наполняется водой и не теряет своих теплоизоляционных характеристик. С такими проблемами не придется столкнуться даже в том случае, если монтаж материала произошел не совсем правильно, и точка росы пришлась на поверхность утеплителя.
Устройство экструдера
 Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Немаловажным этапом производства является дегазация. Сырьё, перерабатываемое экструдером, не всегда является идеальным, оно содержит примеси, излишнюю влагу и воздух. Чтобы качество материала не снижалось из-за несовершенства гранул, в машине осуществляется процесс дегазации. Он заключается в выпаривании воды, остаточного растворителя и мономеров из сырья под воздействием высоких температур или искусственно созданного вакуума. Осуществляется процесс либо шнеком, если в оборудовании предусмотрен только один винт, либо специальной камерой, если рассматривается многочервячный экструдер.
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
- в зоне питания исходное сырьё уплотняется за счёт попадания в шнековую область, но всё ещё остаётся твёрдым;
- в зоне пластификации гранулы плавятся, смешиваются и спрессовываются под давлением, чтобы далее продвигаться по винту;
- в зоне дозирования материал, состоящий из смеси плавящихся гранул с твёрдыми, перемешивается до однородности и поступает к формующему инструменту.
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.
Преимущества одношнекового и двухшнекового экструдеров
Главная характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Как распознать болезнь
Симптомы данного заболевания определяются тем, какой именно из отделов позвоночника начал страдать от него. Экструзия подразумевает неполное выпадение центрального ядра диска, однако нервных корешков это не касается. Так что болезнь обычно не вызывает заметных симптомов вроде болей. А «сообщит» о наличии проблем и о необходимости обратиться к специалисту лишь защемление нерва.
В случае шейной экструзии, если защемлен нерв, у человека начнет болеть голова, особенно затылок. При повороте головы могут возникнуть судороги. Однако чаще всего экструзия развивается в пояснице. В таком случае у заболевания симптомы следующие:
- онемение нижних конечностей;
- покалывание в пальцах нижних конечностей;
- немеют ягодицы либо бедра;
- боли локализуются в месте, «подведомственному» пострадавшему нерву.
При данном заболевании резкие болезненные приступы случаются достаточно редко. Врач проводит диагностику по совсем другим проявлениям и симптомам. Например, проверяя коленный рефлекс пациента.
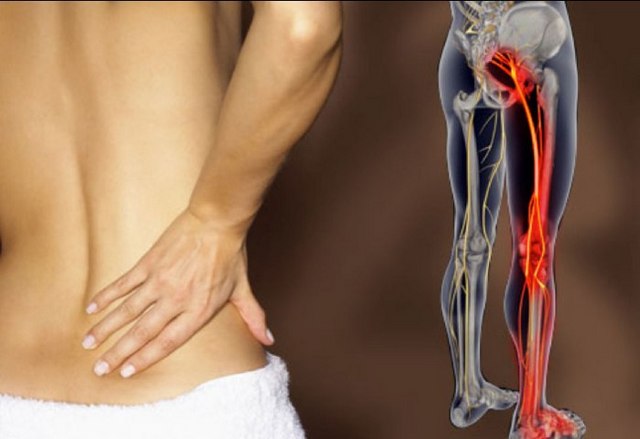 Боль в спине, сопровождающаяся такими же ощущениями в ногах, является явным симптомом экструзии
Боль в спине, сопровождающаяся такими же ощущениями в ногах, является явным симптомом экструзии
Цены на ортопедические корсеты и корректоры осанки
В большинстве случаев диск в поясничном отделе выпадает у достаточно пожилых людей. В этом возрасте ткани становятся тоньше, так что у людей старше 60 лет экструзия встречается нередко. Попутно может болеть и бедро по ходу седалищного нерва. Последний отличается чрезвычайно большой чувствительностью к боли, так что в коленях и ногах боль может появляться очень сильная.
У молодежи нередко встречается экструзия шеи, вызванная неправильной осанкой при сидении за столом. В этом случае часто встречаются следующие симптомы:
- головокружение;
- рвота;
- плохое зрение;
- боли в голове.
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
 Экструдер для пленки
Экструдер для пленки
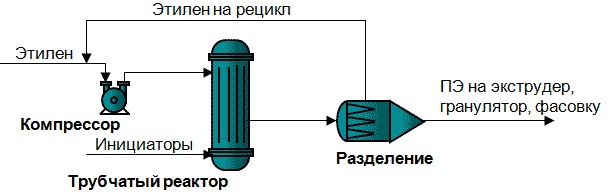
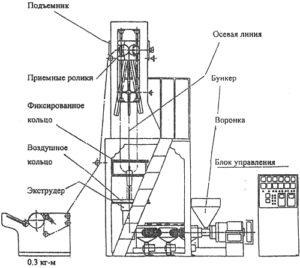 Схема экструдера для полиэтилена
Схема экструдера для полиэтилена
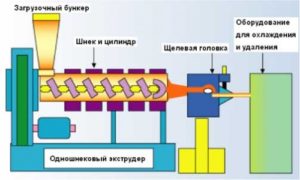
- Зона загрузки. Гранулы (порошок, вторичное сырье) подаются в бункер самотеком или под напором сжатого компрессором воздуха. Шнек, который приводится в движение работой привода, вращается, и уплотняя полимер до состояния пробки, продвигает его к горячим секциям экструдера.
- Зона плавления. Здесь шаг между витками начинает уменьшаться. Как следствие один и тот же объем полимера пытается поместиться в уменьшившемся пространстве. Пробка прижимается к обогреваемым стенкам трубы экструдера, плавится, расплав перемешивается. Хотим уточнить, что плавление происходит, в основном, не за счет нагревателей (они лишь интенсифицируют процесс), а из-за огромных сдвиговых деформаций в уплотняющемся полимере.
- Зона дозирования. На выходе из экструдера полимер продавливается через систему фильтрующих сеток и проходит через формующее отверстие, профиль которого зависит от формы выпускаемой продукции.
О конструкции одношнекового экструдера.
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.
 Одношнековый экструдер, схема
Одношнековый экструдер, схема
Особенности проведения экструзии

После полутора месяцев хранения количество микроорганизмов, содержащихся в экструдированных кормах, остаётся прежним, а в необработанных растет. Благодаря влаготепловой обработке зерна посредством экструдирования существенно повышаются его питательные свойства, а также усваиваемость. При высокотемпературной обработке крахмал декстринизируется, то есть, в нем образуются легкорастворимые углеводы. Одновременное наличие повышенной температуры и влаги вызывает клейстеризацию зерновой массы. Декстрины образуются в процессе обработки измельчённой пшеницы при следующих условиях: температура – 180 градусов, давление – 2.5-3 МПа, влага – 300.0 литров на одну тонну. При таком способе количество клейстеризованного крахмала достигает 27 процентов.
Важная особенность экструдированных кормов – их гидрофильность. Интенсивность набухания наблюдается в первые десять минут. Такие показатели очень важны для приготовления кормовых смесей. Жидкая смесь при подаче на сетку проваливается на землю, а связанные с этим потери негативно отражаются на экономической стороне хозяйственной деятельности.
Анатомия позвоночника
Позвонки — это «строительные блоки» позвоночника. Между телами позвонков расположены межпозвонковые диски. Связки расположены вокруг позвоночника и дисков. Позвоночник включает семь шейных позвонков (шейный отдел позвоночника), двенадцать грудных позвонков (грудной отдел позвоночника) и пять поясничных позвонков (поясничный отдел позвоночника). Кроме того, ниже поясничного отдела расположены крестец и копчик.
Позвоночник сконструирован так, что позвонки создают подвижную поддерживающую структуру, а также защищают спинной мозг от повреждений. Каждый позвонок имеет остистый отросток, костный выпуск позади спинного мозга, который защищает нервную ткань. Позвонки также имеют крепкое костное «тело» спереди от спинного мозга, которое берёт на себя основную нагрузку.
Межпозвонковый диск выполняет функцию амортизатора трения. Он несколько напоминает пончик с желе: внутри межпозвонкового диска находится гелеобразное содержимое, т.н. «пульпозное ядро». Связки — это крепкая фиброзная ткань, которая соединяет кости. Связки крепятся к каждому позвонку и окружают каждый диск. При повреждении связок во время дегенерации диска у человека может возникнуть боль в позвоночнике.
Из истории экструзии
Экструзионные установки для переработки полимеров появились в 30-е годы XX века. Первый термопласт появился в Германии около 1935 года (инженер — Пуаль Трестер). До этого момента экструдеры служили для переработки каучука (шнековые или поршневые экструдеры с паровым подогревом и с малым соотношением длина/диаметр). После 1935 года появились экструдеры большей длины, оснащенные электронагревателями. Примерно в это же время были сформулированы основные принципы экструзии термопластов итальянцем Р. Коломбо, который совместно с К. Паскуэтти разрабатывал машину для смешения ацетата целлюлозы
С 1950-х годов внимание к устройству экструдеров и совершенствованию процесса экструзии усилилось: внедрялись новые технологии, проводились исследования. В последнее время было разработано новое поколение машин с более эффективным смешением и диспергированием полимеров
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
-
Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
Раздувной экструдер
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.

Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Экструзия пленок способом полива в ванну с водой
Такой метод еще больше повышает качество пластиковой пленки, в сравнении с предыдущими двумя способами. В этом случае при выходе пленки из формующей головки она попадает в ванну с водой, где моментально застывает и охлаждается.
Для повышения качества полученных методом плоскощелевой экструзии пленок из таких типов полимеров, как поливинилхлорид, полиолефин, сарана или другого типа термопластичных пластмасс, их нужно дополнительно подвергнуть процессу вытяжки. Вытяжка может быть продольной или поперечной. При поперечном типе вытяжки полимерной пленки устройство для вытягивания должно быть оборудовано захватными зажимами, которые должны растягивать пленку после нагревания. Продольный же тип вытяжки просто пропускает пленку через систему валов с нагревом, которые вращаются с разной скоростью. После растяжки пленка проходит термофиксацию при поддерживании заданных габаритов.
Применение технологии экструзии
- Химическая промышленность. Почти все термопласты и их композиции могут перерабатываться экструзией в готовые изделия (пленки, трубы, оболочки изоляции, сайдинг, листы).
- Производство комбикорма. Измельченное сырье для производства комбикорма поступает в экструдер, где подвергается уплотнению, сжатию и температурной обработке при температуре до 200 0С. Этот способ переработки повышает питательность и усвояемость корма, сохраняет в нем витамины и препятствует размножению микроорганизмов.
- Брикетирование твердого биотоплива. Переработка биомассы (торфа, угольной пыли, шелухи подсолнечника, отходов сахарного производства, соломы сои, щепы) и прессование ее в гранулы или брикеты производится на экструдерах;
- Пищевая промышленность. Макароны, кукурузные палочки и хлопья, жевательная резинка и чипсы, соевые продукты— все эти продукты изготавливают с помощью пищевой экструзии.

Экструзия теста, экструдер для теста
Развитие экструзионного производства сейчас идет сейчас по трем направлениям. Это: усовершенствование существующего оборудования, применение новых композиций полимеров, совершенствование автоматизированных систем управления. Последнее направление представляется наиболее актуальным — уже сейчас в России появились установки оборудованные АСУ на основе микропроцессора. Они позволяют автоматически контролировать не только работу экструдера, но и системы подготовки сырья, калибровки и обрезки готовых изделий.
Зоны технологического процесса экструзии
Деление шнека на зоны I-III осуществляется по технологическому признаку и указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов, начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет определенные длины зон обогрева. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Компания «Эксимпак-Оборудование» уже более 20 лет занимается поставкой экструзионной техники на отечественный рынок и рынки стран СНГ — от простых ПВД/ПНД однослойных моделей производства рукавной пленки шириной до 700 мм (например, модель YF-MHB-45) до многослойных A-B-C экструдеров производственной мощностью до 300 кг продукции в час. Покупатели могут не сомневаться в “тотальной” компетентности наших технологов относительно всего, что происходит внутри и снаружи шнека; равно как и надежность наших машин также не подлежит сомнению.
Для наглядности все это представлено в таблице
| Экструдер | Производительность | Количество голов свиней |
| ЭК-22 | 25 кг/ч | До 50 голов |
| ЭК-50 | 50 кг/ч | До 100 голов |
| ЭК-100 | 100 кг/ч | До 200 голов |
Крупнорогатый скот схож по потреблению, как и свинья, т.к. корм идет им, как добавка к основному питанию.
Если Вы предприниматель и, к примеру, продаете комбикорм, то вам нужно посчитать потребности Вашего рынка (сколько кг сырья в неделю вам нужно).
Используя эти 2 показателя (сколько нужно корма и пределы электросети) выбираем для себя оптимальный экструдер по мощностным характеристикам.
Чтобы определить реальную производительность экструдеров используйте данную формулу:
Производительность экструдера (кг/час) = Мощность двигателя х 6,5
Коэффициент 6,5 мы определили опытным путем.
Производительность не может быть выше просто физически на двигателях, при соблюдении технологии экструзии зерновых!
Вернее, она может быть выше только при:
- использовании частотного преобразователя в конструкции экструдера. Но в таком случае цена экструдера возрастет в 1.5-2 раза;
- если вы экструдируете с нарушением технологии приготовления комбикорма (комбикорм получается не приготовленный).
Далее смотрим на все модели экструдеров, представленные на рынке с нужной нам производительностью.
Важно!
Обращайте внимание на мощность двигателя, а не только на название экструдера. Т.к
некоторые производители для завлечения покупателей более низкой ценой, в названии и описании своих экструдеров пишут бОльшую производительность, чем те смогут выдать. Поэтому пересчитывайте по формуле, данной выше.
В следующей части статьи описаны разные подводные камни при выборе, и моменты, когда экономия себе дороже. То самое «Если будешь экономить гвозди, потеряешь подкову».
Виды экструдеров
Современные модели экструзионных установок могут различаться между собой как конструкцией рабочего органа, так и назначением.
Одношнековый
 Среди всех разновидностей экструзионного оборудования наиболее распространенным является шнековое. Такие машины удовлетворяют всем требованиям экструзионного процесса. В этих агрегатах в качестве основного рабочего органа применяется шнек. Специалисты называют его винтом Архимеда. Многие прекрасно знают этот рабочий элемент по домашним мясорубкам.
Среди всех разновидностей экструзионного оборудования наиболее распространенным является шнековое. Такие машины удовлетворяют всем требованиям экструзионного процесса. В этих агрегатах в качестве основного рабочего органа применяется шнек. Специалисты называют его винтом Архимеда. Многие прекрасно знают этот рабочий элемент по домашним мясорубкам.
При использовании экструдера для производства изделий из пластмассы лопасть шнека захватывает сырье в зоне загрузки, а далее происходит его последовательное перемещение по всей длине цилиндра корпуса, начиная от зоны нагрева через участок гомогенизации и формовки. В зависимости от особенностей технологической карты, которую имеет оборудование, а также вида используемого для производства изделий исходного сырья шнеки могут предусматривать несколько вариантов исполнения — конические, цилиндрические и нормальные быстроходные.
Также могут использоваться шнеки, которые сужаются к выходу. Для этого оборудования в качестве главного параметра специалисты рассматривают соотношение рабочего диаметра шнека и его длины. Также различаются шнеки по шагу витков и их глубине.
Главный недостаток одношнекового экструдера заключается в том, что не всегда имеется возможность для их применения. Например, если в качестве исходного сырья выступают порошковые полуфабрикаты, то наличие одного винта в составе оборудования не позволяет справиться с перемешиванием массы в процессе ее расплавления и последующей гомогенизации. В таких случаях выбор делают в пользу двухшнековых экструдеров.
Двухшнековый
 Особенность этого оборудования состоит в том, что в нём винты сцеплены между собой. Поэтому при использовании таких экструдеров имеется возможность совершения шнеками параллельных и встречных вращательных движений. Эти рабочие части оборудования могут быть прямыми или коническими.
Особенность этого оборудования состоит в том, что в нём винты сцеплены между собой. Поэтому при использовании таких экструдеров имеется возможность совершения шнеками параллельных и встречных вращательных движений. Эти рабочие части оборудования могут быть прямыми или коническими.
Использование подобных машин приводит к тому, что в процессе разогрева исходного сырья его смешивание и гомогенизация осуществляется более тщательно. В конечном итоге на головку для формования изделий поступает однородная и дегазированная масса.
Необходимо отметить следующий момент: в отдельных технологических процессах могут использоваться экструдеры, имеющие большее количество шнеков — до 4. Помимо этого нередко применяется планетарный автомат, когда число шнеков, вращающихся вокруг центрального винта, доходит до 20.
Необходимость в применении такого оборудования возникает при использовании в качестве исходного сырья отдельных видов пластиков, которые в условиях воздействия высоких температур имеют склонность к разрушению. Говоря другими словами, могут лишаться своих основных физических качеств. Таким образом, использование подобных экструдеров обеспечивает нагрев сырья за счет силы трения и высокого давления.
Заключение
Хороший сварочный экструдер не может стоит дёшево — это главное правило данного сегмента инструмента. Высокая цена будет означать хорошие показатели мощности, надёжную работу всех узлов и агрегатов.
- Инверторные сварочные аппараты: разновидности, рейтинг моделей, их плюсы и минусы, как выбрать оптимальный, советы по использованию и обслуживанию
- Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
- Как пользоваться холодной сваркой: инструкция и советы, разновидности, руководство по использованию