Разновидности экструдеров и их назначение
Содержание:
- Экструзия пленки
- Описание
- Устройство и принцип работы экструдера, что это такое
- Основное оборудование экструзионной линии
- Как работают линии экструзии для производства изделий из ПВХ
- Технологический состав
- Соэкструзия и коэкструзия.
- Шнеки
- Что нужно учитывать при переработке ПВХ
- Особенности ортодонтического метода
- Рабочий цилиндр
- Применение
Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
-
Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;
Раздувной экструдер
- При отводе рукава вниз используется водяное охлаждение — такая схема сокращает время кристаллизации.
После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Метод плоскощелевой экструзии
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.
Плоскощелевой экструдер для производства стрейч-пленки
Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Описание
Предназначена для изготовления экструдированного комбикорма из соломы и зерна (зерносмеси).
Общий принцип работы.
После доставки на склад, сырьё (солома в рулонах) подается в комплекс измельчения, где происходит измельчение массы и дробление до размера частиц 0,5-3 мм. Далее масса шнековым транспортером подается в блок смешивания. Одновременно с этим в блоке дробления зерна происходит измельчение зерна, его взвешивание и дозированная подача в блок смешивания, где происходит смешивание компонентов (зерно-солома) для получения однородной массы. Качество смешивания 97%. После блока смешивания с помощью шнекового транспортера масса попадает в бункер ворошитель и по шнековому транспортеру поступает в экструдер.
- Состав линии производительностью 800 к/ч:
- Блок измельчения зерновых компонентов:
- Дробилка.
- Циклон с рамой.
- Электронно-весовое устройство.
- Транспортер шнековый.
- Пульт управления.
- Блок измельчения сена и соломы:
- Измельчитель рулонов.
- Бункер успокоитель.
- Дробилка.
- Циклон разгрузитель.
- Затвор шлюзовый.
- Рама циклона.
- Пульт управления.
- Транспортер шнековый.
- Блок смешивания до высокой однородности:
- Смеситель.
- Рама смесителя.
- Компрессор.
- Транспортер шнековый.
- Блок экструдирования:
- Бункер-ворошитель.
- Пульт управления.
- Конвейер.
- Конвейер.
- Пульт управления.
- Экструдер.
- Экструдированные корма из соломы с зерном — это корма , сочетающие в себе:
- стерильный корм;
- кальциево — белковая добавка;
- ингибитор микотоксикозов;
- гуминовый стимулятор роста.
Приготовление кормов для животных и птицы методом экструдирования используется для переработки пшеницы, ячменя, кукурузы, гороха, сои, а также для всевозможных смесей зерновых и бобовых культур. Принцип действия экструдера основан на выдавливании перерабатываемого сырья через специально устроеные в стволе экструдера фильеры, при котором перерабатываемая масса подвергается высокому давлению около 50 атмосфер и температуре 100-150 градусов.
При таком воздействии происходят сложные физико-биологические процессы при которых сырье преобразуется в более простые от первоначального состояния составляющие, клетчатка распадается на вторичный сахар, крахмал — на простые сахара. Кроме того, из-за воздействия больших температур перерабатываемое сырье полностью обеззараживается от вредных для животных и птицы ингибиторов трипсина, протеазы, уреазы.
Поcле процесса экструдирования зерна, из-за большой разницы давления, на выходе из ствола экструдера, когда внутреннее в 50 атм. достигает атмосферного, происходит резкое высвобождение энергии по скорости равной взрыву, что приводит к значительному увеличению в объеме. В экструдере идет осахаривание соломы, лигнин из соломы выходит в виде растворимых гуминовых кислот, а известь служит катализатором осахаривания и одновременно кальциевой добавкой, кальций поступает в организм в виде солей органических кислот и усваивается по всей протяженности желудочно-кишечного тракта. Привесы повышаются на 50-100%. Откорм бычков на экструдате зерно с соломой 50/50 даёт привесы у бычков мясной породы до 1,5 кг в сутки, надои — до 5 литров на корову в пересчёте на стоимость молока высшего сорта. Время откорма бычков мясной породы (до 500 кг) при кормлении только кормами нового поколения сокращается с 1,8 года до 1,2 года. И что главное, что корма так действуют при любой культуре производства.
После тепловой обработки исходного продукта улучшаются вкусовые качества корма, образуются различные ароматические вещества, значительно возрастает активность ферментов в перевариваемости кормов, а также происходит нейтрализация некоторых токсинов и гибель их продуцентов. Наряду с термической обработкой происходят глубокие деструктивные изменения в питательных веществах. Так, крахмал расщепляется до декстринов и сахаров, протеины подвергаются денатурации. В результате такой комплексной переработки получают продукт с приятным хлебным вкусом и запахом, практически удваивается питательная ценность корма. Полученный продукт может храниться 4-6 месяцев, не теряя при этом своих вкусовых качеств.
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
Экструдер для пленки
Схема экструдера для полиэтилена
- Зона загрузки. Гранулы (порошок, вторичное сырье) подаются в бункер самотеком или под напором сжатого компрессором воздуха. Шнек, который приводится в движение работой привода, вращается, и уплотняя полимер до состояния пробки, продвигает его к горячим секциям экструдера.
- Зона плавления. Здесь шаг между витками начинает уменьшаться. Как следствие один и тот же объем полимера пытается поместиться в уменьшившемся пространстве. Пробка прижимается к обогреваемым стенкам трубы экструдера, плавится, расплав перемешивается. Хотим уточнить, что плавление происходит, в основном, не за счет нагревателей (они лишь интенсифицируют процесс), а из-за огромных сдвиговых деформаций в уплотняющемся полимере.
- Зона дозирования. На выходе из экструдера полимер продавливается через систему фильтрующих сеток и проходит через формующее отверстие, профиль которого зависит от формы выпускаемой продукции.
О конструкции одношнекового экструдера.
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.
Одношнековый экструдер, схема
Основное оборудование экструзионной линии
Самым непосредственно выполняющим процесс экструзии элемент, который является самым главным в линии, является экструдер. Данная часть линии производит переработку начального сырья в конечный продукт. Примером таких продуктов могут быть, скажем, гофрированные трубы из полипропилена, масса различных специальных деталей из разного материала, даже в пищевой промышленности именно посредством работы данного устройства происходит процесс изготовления макарон, хлопьев и другой продукции, которая имеет определенную форму. Так же данный аппарат успешно используется в изготовлении сухих гранулированных смесей.
Экструдер выполняет работу непрерывно, и метод его действия основан на продавливании массы сквозь специально подобранные под ту или иную форму, отверстия. Часто посредством данного оборудования изготавливают именно погонажные изделия, такие как трубы и т.п. размер и диаметр готового изделия зависит от насадок, которые при необходимости меняются на необходимый размер.
Как работают линии экструзии для производства изделий из ПВХ

- ПВХ-профили.
В данном случае применяются одно- или двухшнековые экструдеры. При наполнении сырья мастербатчами или композитами, можно получить материалы специальных составов, обладающих заданными свойствами.
В процессе производства сырье перемешивается и плавится до однородного состояния. Затем с помощью фильеры формируется заготовка. Благодаря автоматизации процессов экструзии, достигается высокая точность и качество продукции.
- Трубные изделия.
Для их изготовления также используются одно- или двухшнековые устройства с системой дегазации. И от того, насколько плотным и однородным будет материал, зависит качество труб.
- ПВХ-пленка.
Тонкую пленку получают с помощью экструдера и кольцевой фильеры. Толщина зазора на выдувной фильере, давление подаваемого в нее расплава материала и скорость протяжки рукава материала, отвечают за толщину готового изделия. На рынке имеется широкий выбор больших промышленных моделей линий выдува рукавной пленки, но небольших лабораторных установок пригодных для тестирования новых составов материалов на способность к раздуву не так уж и много.
Различные модели лабораторных экструдеров для производства всех видов материалов и изделий из ПВХ Вы сможете найти в каталоге компании «Сайнтифик». С подробной информацией можно ознакомиться в профиле товаров либо проконсультироваться с менеджером.
Технологический состав
В экструзионную линию помимо экструдера и формующего инструмента могут входить: калибраторы, охлаждающие ванны, маркирующее устройство или принтер, тянущее устройство, наматывающее оборудование, пила для резки, устройство для укладки, более узкоспециальное оборудование (каландр, толщиномер, различные штампы, приемное устройство и т.д.). Все перечисленные узлы и агрегаты на современных производствах в состав одной линии не входят, они используются в зависимости от типа изделия, его размеров, вида полимерного сырья и т.п. Рассмотрим более подробное каждую из возможных составных частей.
1. Экструдер.
Основное назначение экструдера можно описать как «плавление и продавливание полимера под постоянным давлением в формующий инструмент». Экструдеры подавляющего большинства применяемых на сегодняшний день линий делятся на одношнековые и двухшнековые. Таким образом, основными составными частями экструдера являются станина, материальный цилиндр, один или два шнека (червяка) с электроприводом вращения, набор электронагревателей и система контроля и регулировки температуры экструзионного цилиндра. Экструдер может быть оснащен дополнительными устройствами для улучшения процесса экструзии, например системой вакуумной дегазации, насосом и фильтром расплава полимера.
2. Формующий инструмент.
Фильера и экструзионная головка – это инструмент, определяющий какое именно изделие экструдируется на линии. Головка, как правило, также, как и экструдер, имеет встроенную систему обогрева. Качество исполнения формующего инструмента во многом определяет производительность и качество готовой продукции. Экструзионные головки по назначению делятся на плоскощелевые (листы и пленки), кольцевые (пленки и трубы), профильные и прочие.
3. Калибратор.
Для окончательно придания формы и размеров полимерному продукту при экструзии применяют систему калибраторов. Как правило, калибраторы представляют из себя некое продолжение формующего инструмента, куда попадает отформованное в головке изделие, охлаждаясь и фиксируя свою геометрию. Кабилибраторы могут быть «сухого» (при отсутствии контакта с охлаждающей жидкостью) и «мокрого» (при наличии контакта) типа. Экструзионные изделия обычно калибруют по наружному размеру, для чего в калибрующих устройствах применяется вакуум.
4. Охлаждающие ванны.
Ванны охлаждения необходимы для понижения температуры отформованного изделия для безопасной с точки зрения его дальнейшей обработки, протяжки, резки и т.п. Ванн может быть несколько, причем первая, как правило, объединена с калибратором. Охлаждение экструдируемого изделия в ваннах препятствует его дальнейшему короблению и прочим температурным деформациям, например утяжинам.
5. Тянущее устройство.
Устройство вытяжки или протяжки имеет важную роль в процессе экструзии, т.к. вместе с непосредственно экструдером регулирует скорость работы всей линии. В случае неправильной работу тянущего устройства система может начать либо пульсировать, передавливать полимерную массу (в случае низкой скорости), либо экструдат может быть оборван, и работа линии нарушена (при слишком высокой скорости протяжки). Для труб, профилей и лент тянущее устройство обычно представляется собой два кольца из траков, обхватывающих изделие сверху и снизу.
6. Наматывающее или отрезное устройства.
В зависимости от экструдируемого изделия существует два основных типа окончательного его оформления в товарный вид. В случае пленок, лент, штангов, тонких труб и т.п. в состав линии устанавливают наматывающее устройство. В случае листов, профилей, труб большого диаметра – работает отрезное устройство, разделяющее готовый продукт изделие на мерные отрезки.

Рис.2. Простейшая установка с тянущим и намотчиком.
Соэкструзия и коэкструзия.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
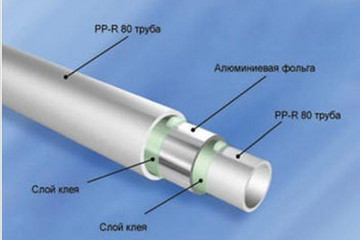
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Шнеки

- Диаметр шнеков: 45/97 мм
- Длина шнеков: 1025 мм
- Максимальная скорость вращения: 35 мин-1
- Продольное усилие на опорный тарельчатый подшипник каждого шнека: 145 кН
- Рабочий крутящий момент: 4,2 кНм
- Охлаждение шнеков: внутреннее, циркулирующим маслом
Шнеки — основной рабочий орган экструдера. Они забирают непластифицированный ПВХ компаунд от загрузочного отверстия, пластифицируют его и равномерно подают в виде гомогенного расплава к фильере. Продвигаясь по каналу шнеков, материал разогревается от внутреннего вязкого трения и от тепла подводимого от электронагревателей, расположенных на корпусе рабочего цилиндра. В результате уплотнения из материала удаляется захваченный воздух, и удельный объем пробки уменьшается. Для компенсации уменьшения объема каналы шнеков выполняются с уменьшающимися объемами витков. Поэтому глубина винтового канала шнека на выходе всегда меньше, чем на входе. По характеру процессов, протекающих на каждом участке шнеков, их можно разделить по длине на 3 основные зоны:
- зона питания (загрузки) — участок, на котором перерабатываемый материал находится в твердом состоянии;
- зона сжатия (плавления) — участок, на котором почти полностью происходит плавление материала;
- зона дозирования — участок, на котором материал находится в расплавленном вязкотекучем состоянии.
Что нужно учитывать при переработке ПВХ
Экструдер для получения смесей на основе ПВХ отличается от вальцев принципом работы и непрерывностью процесса переработки, а также своей компактной конструкцией, боле экономичным расходом энергии на разогрев и движение, поскольку вращающиеся шнеки способствуют возникновению тепла в цилиндре.
В процессе смешивания полимера внутри цилиндра экструдера происходит процесс вакуумной дегазации материала, что позволяет получить качественный продукт – гранулы без пузырьков внутри, что в дальнейшем влияет на качество изделий, изготавливаемых из гранул. Вакуумная дегазация также минимизирует концентрацию вредных веществ в воздухе, тем самым сохраняя оптимальные условия работы на производстве.
Еще одно преимущество экструдеров – высокая степень гомогенизации смесей, а также возможность подавать сухую смесь наполнителей из двухстадийных дозаторов прямо в цилиндр экструдера. В результате количество циклов, необходимых для получения высоконаполненных материалов или мастербатчей уменьшается, а производственный цикл ускоряется.
Однако стоит учитывать несколько особенностей, связанных с экструзией ПВХ. В состав ПВХ в большом количестве входит химический элемент – Хлор, и даже небольшие его количества, которые могут выделяться в процессе экструзии могут вызывать коррозию элементы шнековой группы выполненных из инструментальной стали. В Экструдерах, предназначенных для переработки ПВХ элементы шнеков и цилиндра изготовлены из сталей высокой коррозионной стойкости. Также можно столкнуться с проблемой термочувствительности материала, который разлагается под действием высоких температур. То есть, во время экструзии смесей ПВХ при предельно возможной температуре следует руководствоваться пределом разложения данного материала.
Также при переработке ПВХ следует принимать во внимание и то, что сдвиговые напряжения способствуют повышению температуры в устройстве, а высокая вязкость материала увеличивает сопротивляемость течению
Особенности ортодонтического метода
Ортодонтическая экструзия зуба проводится с помощью специальной конструкции, которая состоит из следующих элементов:
- скоба или дуга, закрепляющаяся на двух соседних единицах: она фиксируется с помощью композитных материалов или ортодонтических колец. Если пациент уже проходит основное ортодонтическое лечение и на момент проведения экструзии носит брекеты, то установка скобы не требуется,
- штифт с крючком или винт: они прикрепляются к зубу, которому необходимо вытягивание. Винт фиксируется на сохранившейся коронке, но если такой возможности нет из-за недостатка тканей, то применяется штифт, цементирующийся в корневом канале,
- резиночки, или тяги: они соединяют первый и второй элементы системы между собой и оказывают силовое воздействие.

Процедура установки обязательно проводится под местной анестезией, так как в завершение врач выполняет рассечение волокон, соединяющих десну с корнем – фибротомию. Эта манипуляция позволяет добиться подвижности корня, ускорить процесс, а также исключить вероятность возвращения корня в исходное положение.
Сроки лечения
После установки вытягивающей конструкции посещать врача нужно будет один раз в неделю для контроля над процессом и напряжением тяг (при необходимости). В среднем за неделю происходит вытяжение, равное 1 мм. Соответственно, чтобы вытянуть корень на 3–4 мм, нужно совершить 3–4 визита в клинику, а аппарат придется носить около месяца.
Однако после вытягивания процесс лечения не заканчивается, так как корню и окружающим его связкам нужно время на восстановление – в среднем это занимает еще около 2 месяцев. На этот период проводится временная реставрация с выводом из прикуса (для исключения жевательной нагрузки) и шинирование.
Рекомендации на период лечения
Необходимо проводить гигиену полости рта не только утром и вечером, но также после еды. Жевать лучше на стороне челюсти, противоположной той, где установлена вытягивающая конструкция. В случае натирания системой слизистой необходимо использовать ортодонтический воск.
Рабочий цилиндр
- Зон нагрева: 3
- Потребляемая мощность нагрева (максимально): 11,7 кВт
- Воздушное охлаждение: 2 зоны
В рабочем цилиндре располагаются шнеки экструдера. Цилиндр выполнен из высокопрочной стали, внутрь цилиндра вставлены коррозионностойкие биметаллические гильзы. Корпус цилиндра соединяется с фильерой посредством специального фланца. Обогрев корпуса осуществляется нагревателями сопротивления. Для отвода избыточного тепла и для соблюдения нужного температурного режима служит система воздушного охлаждения, состоящая из вентиляторов, системы воздухопроводов и заслонок.
Применение
Все экструзионные полимерные линии объединяет единый технологический процесс производства изделий. Тем или иным способом пластик в виде гранул или порошка поступает через загрузочное отверстие в материальный цилиндр экструдера, нагревается и плавится там, проходит под давлением, создаваемом шнеком через зазор в формующем инструменте, калибруется и охлаждается, протягивается и принимает окончательный вид.
Важно, чтобы все основные узлы работали в синхронном режиме. Такой режим достигается и стабилизируется на этапе запуска линии в работу, который обычно составляет несколько часов.. В случае применения нескольких экструдеров в составе одной линии применяется процесс коэкструзии или соэкструзии
Такие системы обычно работают с несколькими экструдерами, но одним, хотя и довольно сложным, формующим инструментом и «хвостом» и называются коэкструзионными.
В случае применения нескольких экструдеров в составе одной линии применяется процесс коэкструзии или соэкструзии. Такие системы обычно работают с несколькими экструдерами, но одним, хотя и довольно сложным, формующим инструментом и «хвостом» и называются коэкструзионными.
По производительности серийные экструзионные линии варьируются от установок, перерабатывающих несколько килограммов полимера в час, до гигантских систем, перерабатывающих несколько сотен килограммов материала в час. Средняя экструзионная линия для производства пластмассовой продукции может изготовить порядка 30-300 кг/час продукции. Скорость экструзии зависит от производительности экструдера и типа выпускаемой продукции и в случае тонкостенного изделия (пленка, трубка, полоса) на производительных линиях может составлять сотни метров продукта в минуту.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Вернуться к списку терминов